Una planta con una capacidad de producción de 80.000 toneladas anuales puede necesitar una inversión estimada de entre 70 y 100 millones de euros, sin incluir los costes de la planta de producción de hidrógeno ni de la planta de captura de CO2
El metanol está ganando protagonismo como un actor clave en la transición hacia un futuro más sostenible, especialmente en sectores como el transporte marítimo, aunque también está ganando terreno en la producción de plásticos sostenibles para industria farmacéutica y producción de piezas de juguetería. En este ámbito, ya se han visto las primeras órdenes de compra de buques preparados para funcionar con metanol como combustible y los primeros acuerdos de offtake de metanol renovable, como el del proyecto de European Energy en Kassø (Dinamarca), donde LEGO y Novo Nordisk han acordado la compra de metanol para producción de plásticos sostenibles y Maersk ha adquirido parte de la producción para uso como combustible en sus barcos (LEGO, 2023) (European Energy, 2024).
Por este motivo, se aprecia cómo con el incremento de las normativas ambientales y la necesidad de reducir las emisiones de CO₂, el e-metanol se presenta como una alternativa viable frente a los combustibles y materias primas fósiles convencionales. Este compuesto sintético, clasificado como un RFNBO (Renewable Fuels of Non-Biological Origin), se produce utilizando hidrógeno generado a partir de electricidad renovable, junto con recursos como agua y dióxido de carbono capturado.
Planta de e-metanol desarrollada por European Energy en Kassø y con capacidad esperada de producción de 32.000 ton MeOH/año.European EnergyPlanta de metanol ubicada en Islandia (capacidad 4.000 toneladas anuales).
1. Factores limitantes en el coste del e-metanol
El principal obstáculo para la adopción del metanol renovable es el mismo que enfrentan otros combustibles alternativos y materias primas renovables: los altos costes de producción (IRENA, Renewable Methanol Outlook, 2021). De esta manera, para lograr aumentar la competitividad con sus contrapartes fósiles, como son el fuelóleo de bajo azufre (LSFO) o el gas natural licuado (GNL), se debe analizar qué partes son las que más penalizan económicamente, con el objetivo de optimizarlas y lograr reducir el coste del metanol.
Por este motivo, en este punto se analizarán los principales parámetros que contribuyen al coste de producción, los cuales son el coste de inversión inicial (CAPEX) y los gastos operacionales relacionados con la actividad industrial (OPEX). La relación entre ambos (CAPEX y OPEX) se traducirá en una serie de gastos a lo largo de toda la vida del proyecto, los cuales deben de ser contrastados con los ingresos, que principalmente provendrán de la venta del metanol a terceros. Como resultado de la comparación de los gastos y de los ingresos a lo largo de la vida útil de la planta de metanol (se suele estimar en 20 – 25 años), se obtiene un parámetro conocido como LCOM (Levelized Cost of Methanol, Coste Nivelado del Metanol) y que nos indica a qué precio se debería de vender el producto para alcanzar la rentabilidad deseada.
De esta forma, a mayores de la optimización del CAPEX y del OPEX, otra manera de reducir el coste del metanol obtenido es la venta de los subproductos generados y, en caso de ser posible, del calor residual a aplicaciones como redes de calefacción de distrito (algo muy común en los países nórdicos). En lo relativo a los subproductos, para mejorar la economía del proceso sería interesante considerar la venta del oxígeno (en caso de contar en el proyecto con una planta de electrólisis y no recibir el suministro del gas por parte de terceros). Sin embargo, este gas cuenta con un mercado relativamente saturado y no es sencillo encontrar un offtaker.
1.1. Costes de Inversión
En términos de inversión inicial, el desarrollo de plantas de e-metanol requiere una inversión significativa. Por ejemplo, una planta con una capacidad de producción de 80.000 toneladas anuales puede necesitar una inversión estimada de entre 70 y 100 millones de euros, sin incluir los costes de la planta de producción de hidrógeno ni de la planta de captura de CO2.
Planta de e-metanal de CRI en Islandia con capacidad de 4.000 ton MeOH/año.Carbon Recycling International
Debido a este elevado coste de inversión, interesa que las plantas sean lo más grandes posibles (algo limitado normalmente por la disponibilidad del dióxido de carbono), pues en términos de infraestructura, una planta de producción de metanol a partir de CO₂ e hidrógeno es idéntica a la planta química convencional para producción de metanol fósil, ya que utiliza los mismos equipos como pueden ser reactores, compresores, intercambiadores de calor y columnas de separación, entre otros. Por este motivo, a medida que aumenta la capacidad de producción, los costes operativos y de capital por unidad se reducen significativamente gracias a las economías de escala, haciendo que la producción de metanol verde sea cada vez más competitiva y viable.
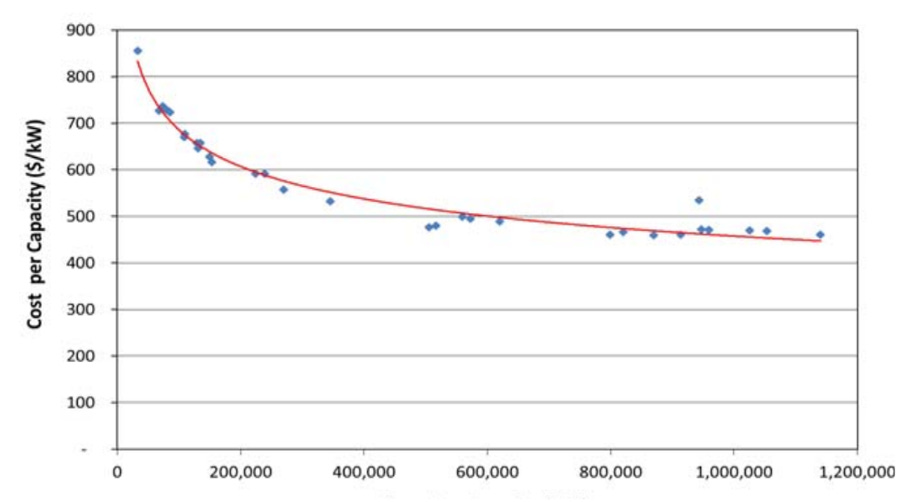
Este efecto de la economía de escala se describe en la siguiente ilustración para el caso de centrales eléctricas de ciclo combinado, apreciándose que a medida que el sistema es más grande (mayor potencia instalada), los costes específicos (dólares/kW) son más bajos, haciendo que la escala aumente la competitividad de la planta de generación de energía eléctrica.
Evolución del coste específico de una central de ciclo combinado (USD/kW) con respecto a la potencia instalada (kW).Baumann
1.2. Materias primas
A mayores de los costes de inversión, el coste del metanol está fuertemente influenciado por las materias primas alimentadas a la planta. Por ello, es importante destacar el papel crucial que juega el coste de obtención del CO2 y del H2 en la determinación del coste final del metanol. Para ejemplificar este impacto, se puede hacer un cálculo rápido suponiendo costes para las materias primas. De esta manera, considerando únicamente la adquisición de materias primas asumiendo un coste de 4.000 €/ton para el hidrógeno (actualmente en España su coste puede rondar los 4.500 – 5.000 €/ton H2 según las estimaciones) y 100 €/ton para el CO₂, el coste base del metanol sería de 940 €/ton MeOH.
Este es el coste base únicamente teniendo en cuenta el coste de las materias primas, el cual supone sobre un 80% del coste final del metanol. A mayores de este coste, habría que sumar otros gastos operacionales de la planta, así como la amortización de la inversión inicial (CAPEX), lo que daría un coste final del metanol en el rango de lo mencionado con anterioridad (1.000 – 1.200 €/ton MeOH).
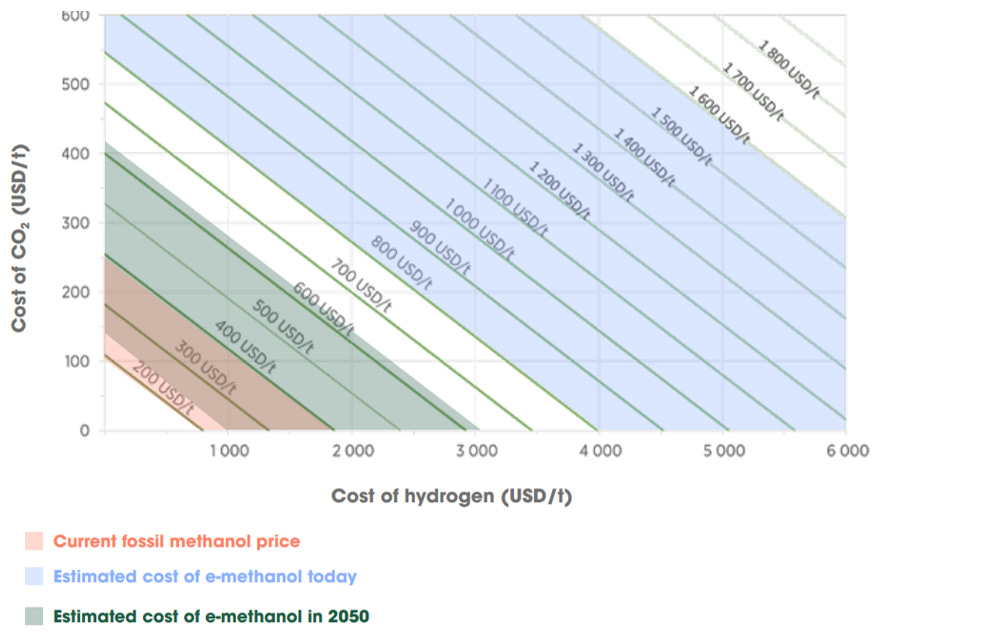
En la siguiente imagen, se puede observar de forma gráfica el impacto mencionado de las materias primas, pues se muestra la variación del precio estimado del metanol en función del coste del H2 y el CO₂. Esta relación es crucial para entender la competitividad de la producción del e-metanol.
Coste del metanol en función del coste de H2 y CO2.IRENA
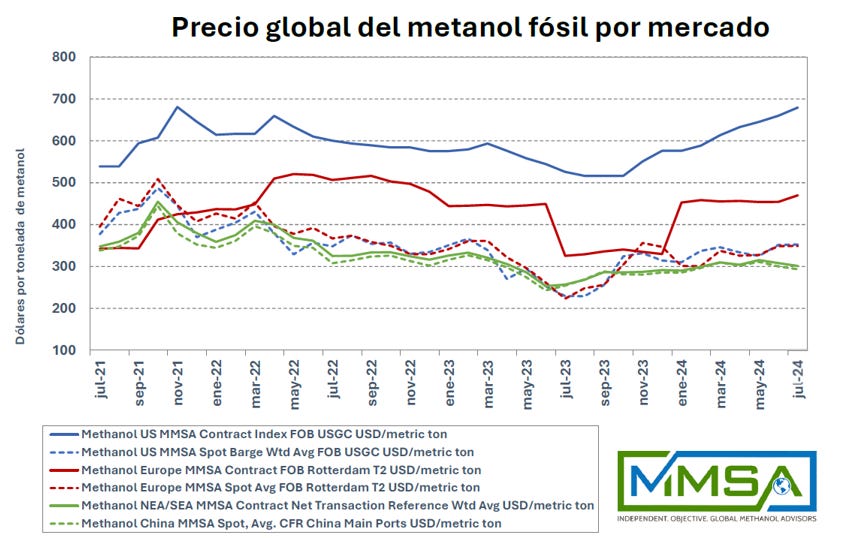
Analizando la anterior ilustración, se concluye que actualmente el coste del metanol renovable se ubica muy lejos del coste del metanol fósil, siendo entre 3 – 4 veces mayor (Ilustración 6).
Precio global del metano fósil.MMSA
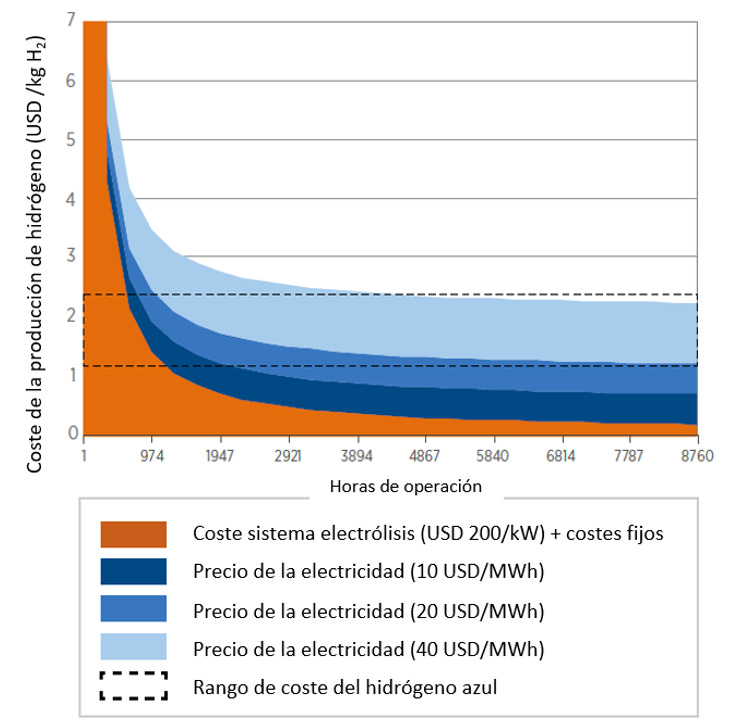
De este modo, a pesar de que el CAPEX tiene una cierta influencia, la principal barrera para la producción de e-metanol a partir de CO₂ e hidrógeno es el elevado coste de las materias primas, especialmente del hidrógeno producido a partir de la electrólisis del agua, que consume alrededor de 55 MWh por tonelada de H₂ (en las tecnologías de baja temperatura, PEM y AEL) al ser un proceso ineficiente que disipa en forma de calor entre el 20 – 30% de la energía de entrada. Por este motivo, tanto reducir el precio de la energía renovable como aumentar la eficiencia de los electrolizadores es fundamental para bajar el precio actual del e-metanol a niveles más competitivos, ya que, como se puede ver en la siguiente ilustración, por cada reducción de 20 €/MWh en el precio de la electricidad, se reduce en 1.000 €/ton el coste de producción del hidrógeno.
Influencia del precio de la electricidad en el coste del hidrógeno.IRENA
En cuanto a los valores de LCOH mostrados en dicha ilustración, son valores muy optimistas al considerar costes de inversión de los electrolizadores de 200 USD/kW, un coste mucho más bajo que el rango actual, el cual se sitúa en 1.000 – 1.600 €/kW para las tecnologías a baja temperatura (PEM y AEL).
2. Consumos e-metanol
En términos de consumos de materias primas, la producción de e-metanol requiere de hidrógeno renovable y dióxido de carbono capturado, preferiblemente procedente de fuentes biogénicas para obtener un producto con baja intensidad de carbono. En términos específicos, para obtener una tonelada de metanol se necesitan aproximadamente 0,2 toneladas de hidrógeno y 1,4 toneladas de dióxido de carbono, en función de la eficiencia de carbono de la tecnología escogida y de la presencia de inertes y contaminantes en dichas materias primas.
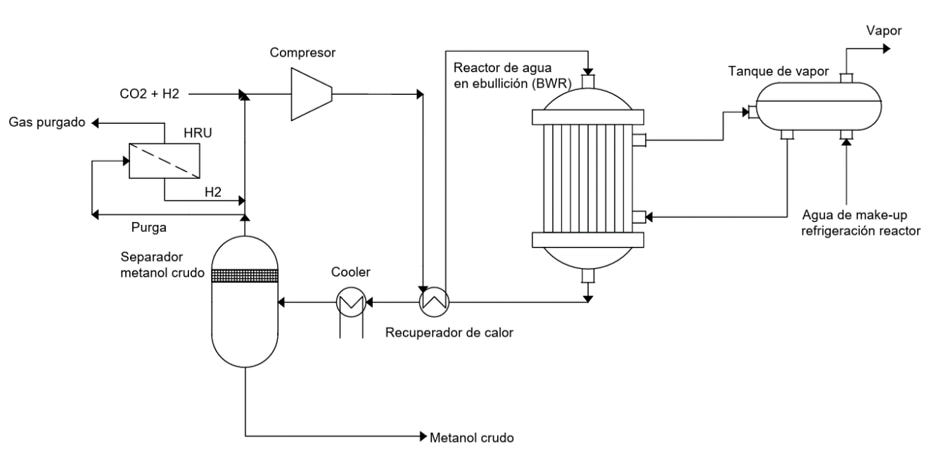
Esquema de proceso del lazo de síntesis de la planta de metanol. Elaboración propia.
En cuanto al consumo de utilities, la producción de e-metanol implica un uso energético significativo principalmente por dos motivos:
Debido a que la reacción tiene lugar a presiones de entre 40 – 100 bar, se requiere del uso de compresores para aumentar las presiones del H2 y del CO2 a las requeridas en el reactor.
Dado que en el proceso se generan subproductos, principalmente agua (la cual tiene un calor latente elevado, del orden de 0,63MWh/ton) en una relación de 0,56 ton agua/ton MeOH, la planta requiere de un sistema de destilación, el cual necesita de un aporte de vapor a considerar pues incluso realizando integraciones energéticas, la producción de metanol es una consumidora neta de energía térmica.
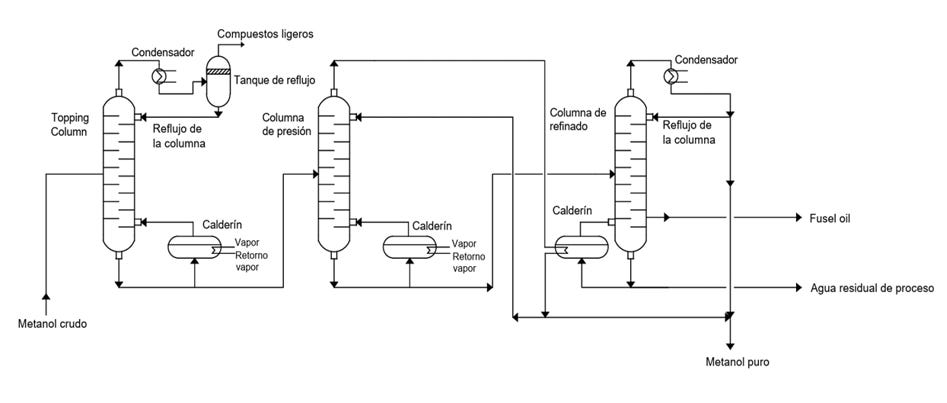
Esquema de destilación de metanol con 3 columnas de separación. Elaboración propia.
En términos de valores concretos, por cada tonelada de metanol producida, se estima un consumo de 0,8 MWh de electricidad y 0,23 MWh de energía térmica, además de la necesidad de disipar 2 MW de calor.
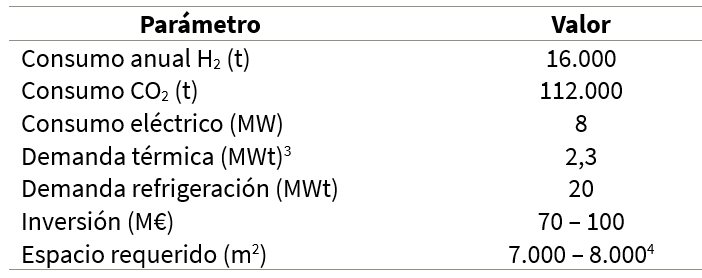
Para ilustrar estos requisitos, la siguiente tabla presenta un ejemplo basado en una planta con una capacidad de producción anual de 80.000 toneladas de metanol suponiendo 8.000 horas de operación. En esta tabla se detallan las necesidades de materias primas, espacio y el consumo de energía de una planta de este tipo:
Consumos estimados para una planta de 80 kt/año de metanol.
[1] Cuando el hidrógeno y el CO2 se alimentan al lazo de síntesis de metanol a presión atmosférica. [2] Depende de la tecnología empleada. [3] La demanda de vapor varía en función de la tecnología seleccionada, dependiendo de las integraciones térmicas realizadas y del método de eliminación del calor residual del reactor escogido (enfriado por gas o por agua en ebullición). [4]Excluyendo offsites y utilities.
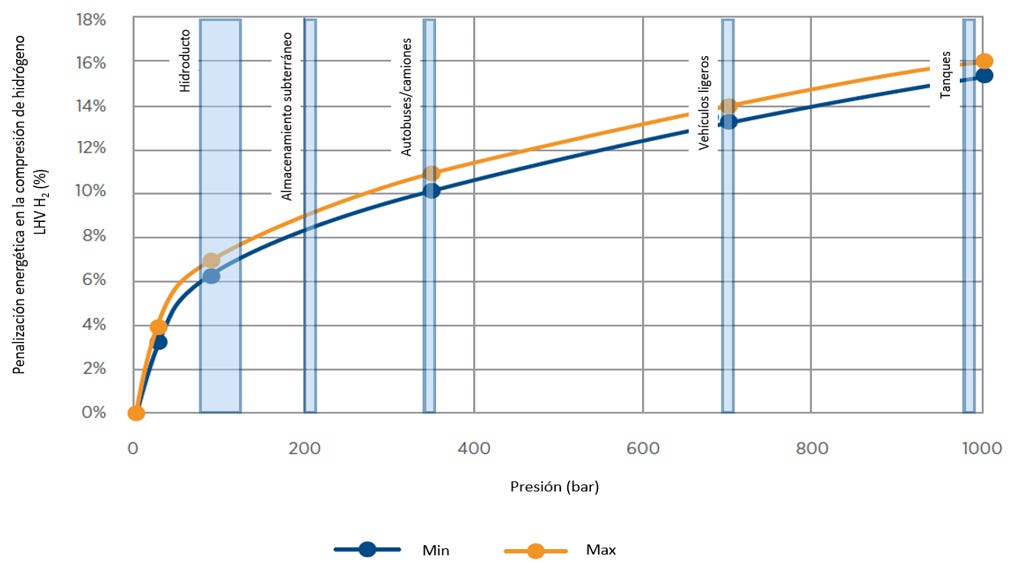
Es importante tener en cuenta que estos consumos son estimados y pueden variar dependiendo de las condiciones operativas, así como de la presión a la que se reciben el hidrógeno y el dióxido de carbono. En este caso de referencia, se asume que tanto el CO2 como el H2 llegan a presión atmosférica, por lo que el consumo energético de la planta es elevado debido a la necesidad de comprimir ambas corrientes, especialmente la de hidrógeno, pues al ser tan poco denso, su compresión es el principal contribuyente a la demanda de energía eléctrica (Ilustración 10).
En base a esto, el consumo energético podría reducirse considerablemente si las materias primas se suministraran a una presión más cercana a la de operación. En el caso del hidrógeno, esto se podría lograr empleando tecnologías como la alcalina presurizada o la tecnología PEM, con tecnólogos como Plug Power con rangos de presión de salida que llegan a los 40 bar.
Penalización energética en la compresión de hidrógeno en función de la presión de entrada y salida al proceso de compresión. IRENA
3. Estrategias de Integración de la planta metanol
A la hora de integrar una planta de metanol, se debe tomar un enfoque holístico, de manera que se tengan en cuenta todas las partes del proyecto a la hora de realizar el diseño, no solo la planta de producción de metanol. En cuanto a los principales aspectos a considerar para asegurar una operación eficiente y una integración adecuada de la planta de metanol con el suministro de hidrógeno y dióxido de carbono, son los siguientes:
Pureza de las materias primas, tanto H2 como CO2.
Variabilidad del suministro de materias primas.
Flexibilidad del sistema de reacción del metanol.
Flexibilidad del sistema de destilación del metanol.
3.1. Pureza de las corrientes de H2 y CO2
Para una conversión eficiente en metanol, las alimentaciones de hidrógeno y dióxido de carbono deben contar con la menor cantidad de contaminantes e impurezas, ya que podrían desactivar los catalizadores y reducir la eficiencia del proceso.
3.1.1. Contaminantes
Con respecto a la desactivación de los catalizadores, los típicamente utilizados en la producción de metanol incluyen cobre, zinc y alúmina, y son sensibles a impurezas que interfieren con su actividad. Por este motivo, la presencia de contaminantes puede envenenar los catalizadores, disminuyendo la tasa de conversión de CO₂ y el H2, lo que provoca un mal funcionamiento de la planta y obliga a un reemplazo más frecuente del lecho de catalizador, con la consecuente penalización económica por el coste del reemplazo y el downtime asociado a mayores necesidades de mantenimiento. Los principales contaminantes son:
H2S, COS, CS2 y demás compuestos de azufre (generación de gas de escape en procesos de combustión).
HCN, NOx (generación de gas de escape en procesos de combustión).
Por otro lado, hay otro tipo de sustancias que no envenenan el catalizador, pero sí empeoran la eficiencia global del proceso, los conocidos como inertes. Los gases inertes, como el nitrógeno o el argón, no participan en las reacciones de formación de metanol, pero su presencia reduce la concentración de los reactivos (H₂ y CO₂) en la mezcla de reacción, lo que diluye el gas de proceso, pudiendo provocar una menor interacción con los sitios activos del catalizador, y aumenta el consumo de energía por la necesidad de comprimir y reciclar mayores volúmenes de gases, lo que reduce la eficiencia energética global de la planta.
Para la planta de producción de metanol, se espera una pureza del CO2 del 99,6% mol (base húmeda) y para el H2 del 99,8% mol (base húmeda). Estos valores podrán variar en función de la tecnología y condiciones de operación.
3.2. Almacenamientos de materias primas y metanol crudo
En una planta de metanol típica, el límite inferior de operación del lazo de síntesis suele estar en el rango de 30 – 50 % de su capacidad máxima. Esto significa que la planta puede reducir su producción a un 30 – 50 % de la capacidad nominal sin que se afecte significativamente el rendimiento, la calidad del metanol o la eficiencia energética.
Sin embargo, el límite exacto puede variar dependiendo del diseño específico de la planta, el tipo de tecnología utilizada, el control de la reacción catalítica, y las condiciones de operación. En algunos casos, optimizaciones tecnológicas pueden permitir un porcentaje más bajo.
Para garantizar el correcto funcionamiento de la planta, es fundamental realizar consideraciones específicas sobre el almacenamiento de materias primas, productos intermedios y finales. Estos aspectos no solo impactan la logística interna y externa, sino también la eficiencia operativa y la seguridad del proceso. A continuación, se detallan los principales factores a tener en cuenta en el diseño y gestión del almacenamiento.
3.2.1. Almacenamiento de Hidrógeno
Para producir hidrógeno renovable, se requiere de electricidad renovable, como la eólica o solar. Sin embargo, el acoplamiento a fuentes de energía renovable introduce una cierta variabilidad en la producción, lo que a su vez afecta a la continuidad del suministro de hidrógeno.
Para asegurar un suministro constante y una operación fluida en la planta de metanol, es crucial un almacenamiento de hidrógeno adecuado. Este almacenamiento actuaría como un amortiguador, garantizando que la planta de metanol reciba un flujo continuo de hidrógeno, incluso cuando la producción esté sujeta a fluctuaciones de la energía renovable y se opere a carga parcial el sistema de electrólisis.
La capacidad y diseño de este sistema de almacenamiento dependerán de varios factores como son:
El perfil de energía renovable, pues indica en qué momentos habrá déficit de producción de hidrógeno.
El porcentaje del suministro de hidrógeno que provenga de producción in-situ o de proveedores externos y su variabilidad esperada, en caso de contar con suministro de la molécula mediante una combinación de producción propia y compra a terceros.
Todos estos elementos deben integrarse en la planificación para asegurar la estabilidad operativa y eficiencia de la planta de metanol. De forma general, debido al coste de almacenar hidrógeno, se recomienda una estrategia que garantice el suministro durante 4 – 10 horas.
Tanques de almacenamiento de hidrógeno de Iberdrola en Puertollano.Iberdrola
3.2.2. Almacenamiento de CO₂
Aunque el perfil de producción de CO₂ es generalmente menos variable en comparación con el hidrógeno, pues suele estar vinculado a focos de emisión basados en procesos de combustión, también es fundamental contar con sistemas de almacenamiento adecuados. Esto garantiza la disponibilidad de CO₂ cuando la demanda lo requiera, permitiendo una mayor flexibilidad operativa ante fluctuaciones en el suministro del CO2.
El CO₂ puede ser capturado in-situ o transportado a la planta de metanol mediante camiones, lo que implica que normalmente llegará en estado comprimido y líquido, o a través de conducciones de larga distancia, donde podría llegar en forma gaseosa a presión. Al igual que en el caso del hidrógeno, el perfil de operación de la planta de captura y la planta de metanol, así como el porcentaje de producción in-situ y suministro de terceros, son factores que deben de tenerse en cuenta para diseñar la estrategia de almacenamiento de esta materia prima.
Por lo tanto, la decisión entre almacenamiento en estado líquido o en esferas a baja presión dependerá de un análisis de todos estos factores, priorizando la eficiencia operativa, la seguridad y los costes. De forma general, dada la mayor facilidad de almacenamiento del CO2 con respecto al hidrógeno, se recomienda almacenar una cantidad de CO2 que garantice la alimentación de la planta entre 1 – 5 días, aunque estos valores variarán sensiblemente en función del caso específico.
Tanques de almacenamiento de CO2 líquidoPentair
3.2.3. Almacenamiento de metanol crudo
La destilación es un paso esencial para purificar el metanol hasta la pureza requerida en su uso final (industria química o combustible) y el principal factor limitante en las variaciones de carga, pues su límite inferior de operación es más rígido que la síntesis de metanol, requiriendo operar como mínimo al 50% de su capacidad. Para lograr acoplar estas dos etapas de la producción de metanol, es necesario contar con un sistema de almacenamiento de metanol crudo, pues permite que cada parte de la planta opere en sus condiciones óptimas. El metanol crudo hace referencia a la mezcla de metanol y agua que sale del reactor y que se envía al sistema de destilación para eliminar el agua.
Si el reactor necesita operar a caudales más altos o bajos debido a ajustes operativos, el tanque puede amortiguar esas variaciones, almacenando el exceso de crudo o suministrando caudal a la columna de destilación cuando sea necesario, ya que la columna de destilación funciona de manera más eficiente cuando se alimenta a caudales constantes y estables. De este modo, se garantiza que la columna de destilación opere correctamente, optimizando su operación y reduciendo fluctuaciones en el proceso.
En cuanto al tiempo recomendado, este dependerá de los parámetros y perfiles de producción considerados en la planta, pero de forma general se recomienda que sea de al menos 1 día de producción de metanol crudo.
Tanques de almacenamiento de metanol de baja capacidad, idénticos al aspecto que tendría un sistema de almacenamiento de metanol crudo Lamurindo
3.2.4. Otras posibles integraciones
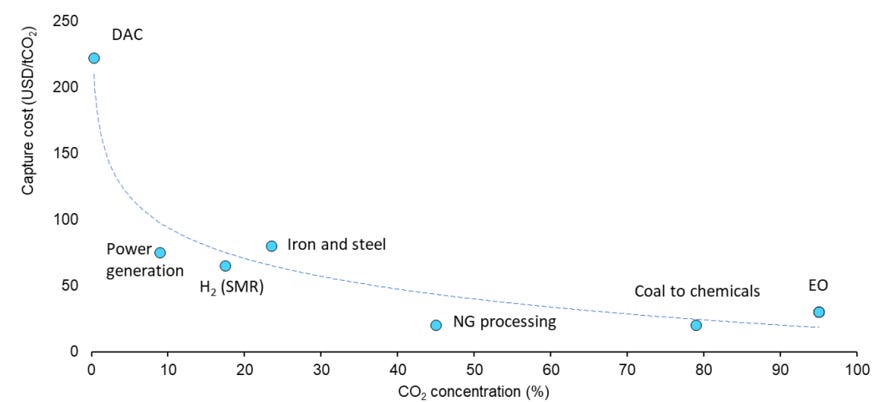
Debido a que el precio del dióxido de carbono viene marcado por el coste de su captura en un foco de emisión, interesa optimizar el proceso de captura para reducir ese coste y, por lo tanto, abaratar el coste del metanol producido al bajar el coste de la materia prima. De esta forma, en casos en los que la planta de captura se ubique en una instalación de combustión y se desarrolle la planta de electrólisis in-situ, una posible sinergia sería la de emplear el oxígeno electrolítico para enriquecer el aire de combustión o, en un caso ideal, emplear oxicombustión. Esta sustitución parcial o total del aire por oxígeno permitiría aumentar significativamente la composición del dióxido de carbono en el gas de escape, llegando a valores superiores al 90%vol para el caso de oxicombustión completa.
De esta forma, aunque la oxicombustión no se realice de forma comercial en instalaciones de combustión como las centrales de biomasa, sí que es una tecnología explorada para la producción de syngas por ejemplo, con la tecnología de reformado autotérmico.
Debido a la potencialidad de la oxicombustión al facilitar el proceso de captura, los costes de obtención del dióxido de carbono se reducirían (Ilustración 14) y podrían mejorar el modelo de negocio de las plantas de metanol renovable, por lo que es un aspecto a tener en cuenta en el futuro por parte de los tecnólogos de calderas de combustión, especialmente de combustibles renovables como la biomasa para asegurar que el CO2 es biogénico.
Coste de la captura de CO2 en función de la concentraciónIEA
Un artículo que pertenece a una serie de dos en colaboración entre AtlantHy (Brais Armiño) y "Energy Analysis" (Ager Prieto).
En la figura "Influencia del precio de la electricidad en el coste del hidrógeno." se muestran costes de la electricidad de hasta 40$/MWh. Mientras tanto hoy en España a todas horas por encima de 80€ y llegando a 150€
Deja tu comentario
Tu dirección de correo electrónico no será publicada. Todos los campos son obligatorios














Carlos
17/11/2024